





| اولین مرحله در تولید قطعات ایمپلنت دندانی ماشینکاری CNC توسط ماشین های مخصوص ساخت قطعات کوچک می باشد. معمولا در این مرحله از ماشین آلات سوییس تایپ که قابلیت طول تراشی را دارند استفاده می شود. این ماشین ها معمولا ساخت سوییس هستند اما انواع ژاپنی آن ها نیز کاربری خوبی دارند. پس از تولید قطعاتی مانند فیکسچر، ابوتمنت مستقیم و زاویه دار، اسکرو، کاور اسکرو و … در اولین قدم نیاز به شست و شوی مناسب وجود دارد. با توجه به ابعاد و شیار های بسیار کوچک در این نوع قطعات، شست و شوی دقیق و کامل به طوری که روغن های ماشینکاری پلیسه های موجود بر روی قطعات حتی در قطعات ته بسته ای مانند فیکسچر، بسیار با اهمیت می باشد.
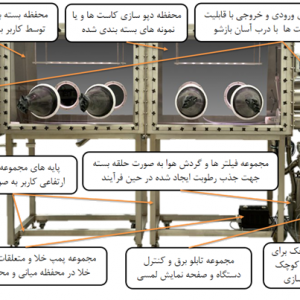
یکی از مهمترین و به روز ترین روش ها در شست و شوی قطعات کوچک، شست و شو طی مراحلی در مخزن های التراسونیک می باشد. این مراحل باید به صورت پیوسته و با زمان مشخص شده در هر ایستگاه صورت پذیرد. جهت شست و شوی بهتر قطعات کوچک علاوه بر در معرض امواج التراسونیک قرار دادن قطعات در محیط آبی، نیاز به حرکت دادن آن ها نیز وجود دارد. یکی از بهترین روش ها برای حرکت دادن قطعات در حین شست و شوی التراسونیک، استفاده از سبد دوار می باشد. در این طرح نیز از سبد دوار که از یک آسانسوری دو محور بهره می گیرد استفاده می شود. درون این سبد شیارهایی و زائده هایی تعبیه می گردد تا چرخش ایمپلنت ها و غلطش آن ها بر روی یکدیگر میسر شود، این کار به شست وشوی بهتر ایمپلنت ها کمک خواهد کرد. سیستم اتوماتیک طراحی شده جهت جابجایی سبد دوار در دو محور عرضی X و ارتفاعی Z حرکت کرده و بین 4 مخزن، سبد را جابجا می کند. میزان باقی ماندن در مخزن ها ، میزان دوران مخزن، و همچنین تقدم و تاخر قرارگیری در مخزن ها به کمک نرم افزار موجود در رابط کاربری قابل تنظیم می باشد. پس از شست و شوی اولیه در فرایند ایجاد سطح بر روی فیکسچر، مرحله سند بلاست می باشد. دستگاه سند بلاست اتوماتیک ایمپلنت دارای کاستی برای قرار گیری ایمپلنت ساخته شده است. پس از بسته شدن درب محفظه، فرآیند سند بلاست با دو نازل با زاویه های قابل تنظیم به ایمپلنت ها پاشش را انجام می گیرد. هر ایمپلنت در هنگام قرار گیری در مقابل نازل با سرعت قابل تنظیم توسط صفحه نمایش دستگاه حول محور خود دوران دارد. طبق آزمایش های انجام گرفته شده بهترین تعداد بالا و پایین رفتن نازل ها مقابل هر ایمپلنت نیز قابل تنظیم می باشد که این مقدار قابل تغییر در منوی دستگاه می باشد. پس از دوران و جارو کردن ایمپلنت ها توسط نازل ها حرکت دورانی یا انتقالی نسبت به محور کاست انجام می شود. لازم به ذکر است که منبع تامین باد که می تواند کمپرسور رفت و برگشتی یا اسکرو باشد جهت تامین فشار لازم می باشد. مجموعه مرطوب دارای یک شاسی متحد الشکل می باشد که مهمترین قسمت آن میز کار دستگاه می باشد که سینک های عملیاتی دستگاه بر روی آن تعبیه شده است. سیستم رباتیک سه محور، کاست ها را در راستای سه محور X ، Z و دوران حول محور کاست جابجا کرده و در هر جایی که از قبل برنامه ریزی شده باشد کاست را در آن سینک یا موقعیت به صورت عمودی و در راستای محور Z حرکت می دهد. سیستم گیرش کاست ها نیز ریل هایی می باشد که کاست ها به صورت کشویی داخل آن ها قرار می گیرد. زمان باقی ماندن در هر کدام از سینک ها و تقدم و تاخر آن ها توسط رابط کاربری دستگاه به صورت برنامه ریزی شده از قبل به دستگاه وارد می شود. دستگاه به طور کلی دارای سه محفظه می باشد که اولی که میز کار دستگاه و محل قرار گیری سینک ها و همچنین بازوی رباتیکی دو محور می باشد. این بخش با درب های شفاف از بیرون متمایز شده و فقط هنگام قرار دادن کاست ها و برداشتن آن ها باز می شود و در حین فرآیند برای ایجاد منطقه ایزوله کاملا باید بسته بماند. بخش میانی محل قرار گیری و دسترسی به مخازن نگهداری محلول ها و اسید ها بوده و پمپ ها نیز در همین بخش قرار میگیرند. این بخش نیز با درب هایی جهت دسترسی آسان جهت تعمیر و نگهداری از بخش بیرونی مجزا می گردد. شلنگ های ورودی و خروجی به پمپ و کاست ها در این بخش قابل دسترسی و سرویس های دوره ای می باشد. |



Reviews
There are no reviews yet.